 ご相談・お問い合わせ
ご相談・お問い合わせ 資料ダウンロード
資料ダウンロード技術ブログ

CO2溶接とは?アーク溶接との違い・スパッタの原因・仕上げのコツまで徹底解説

CO2溶接は、現代の製造業や建設業において広く用いられる溶接技術の一つです。CO2ガスを保護ガスとして使用し、安定した溶接環境を提供しながら金属を結合します。
この記事では、CO2溶接の基本原理、やり方や、メリット・デメリット、さらに発生するスパッタの原因とその対策法まで解説していますので、ぜひ参考にしてください。
■目次
CO2溶接は半自動溶接の一種

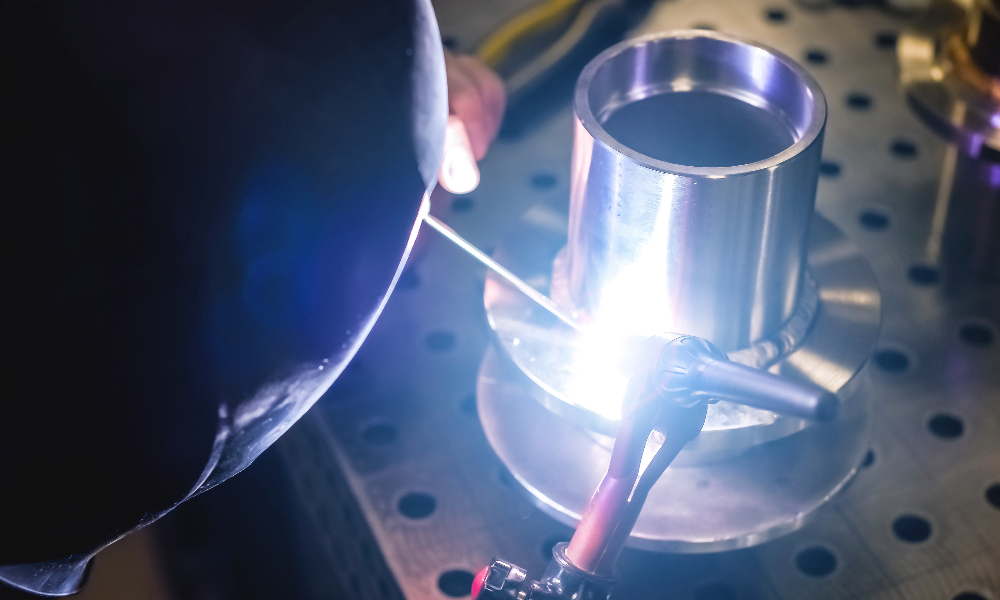
CO2溶接の技術は、半自動溶接の一種であり、多くの産業現場で重宝されています。溶接作業は、資格を有する技術者によって行われます。
CO2を用いることで、安定したアークと効率的な熱伝達を実現し、強固な溶接を可能にします。
自動化された要素と人間の技術が融合することで、この溶接法は精密作業においても、また大規模な製造プロセスにおいてもその価値を発揮します。
CO2溶接4つのメリット

CO2溶接には下記4つのメリットがあります。
- メリット1:低コスト
- メリット2:深い貫通力
- メリット3:高速で溶接可能
- メリット4:さまざまな金属で対応できる
それぞれ詳細を確認していきましょう。
メリット1:低コスト
CO2溶接の最大のメリットの一つは、低コストな点です。
比較的価格を抑えたCO2ガスを使用し、高価な溶接材料やガスの必要が少ないため、経済的です。また、CO2溶接機器の維持・運用コストも低く抑えられます。
メリット2:深い貫通力
CO2溶接のもう一つの顕著な利点は、その深い貫通力にあります。
CO2ガスの特性を利用して、高密度のエネルギーを溶接部に集中させます。その結果、厚い材料でも一貫して深い溶接が可能になり、強度の高い接合部を実現します。
メリット3:高速で溶接可能
CO2溶接は、迅速な熱伝達と効率的な溶融プロセスを実現することで、作業時間を大幅に短縮することもメリットです。
特に、大量生産が求められる工業製品の製造において、この速度は生産効率を飛躍的に向上させる要素となります。
また、高速溶接によって、熱による材料の歪みや変形のリスクを低減し、製品品質の向上にも寄与します。
メリット4:さまざまな金属で対応できる
CO2溶接のもう一つの重要なメリットは、その多用途性です。
さまざまな種類の金属に対応可能であり、鉄、ステンレス鋼、アルミニウムなど、幅広い材料での使用が可能です。
柔軟な対応が可能なので、CO2溶接は自動車産業、建築、船舶製造、さらには家庭用品の製造に至るまで、多岐にわたる分野で利用されています。
CO2溶接3つのデメリット

CO2溶接は、メリットの一方でデメリットも存在します。
デメリット1:スパッタの発生
CO2溶接において、スパッタの発生が避けられないデメリットの一つです。スパッタは溶接中に溶融金属が飛び散ることにより生じ、溶接後の清掃作業を必要とします。
スパッタの主な原因は、溶接プロセス中の不安定なアークや、溶接パラメータの不適切な設定にあります。特に、電流や電圧の調整が適切でない場合や、溶接速度が不均一な場合にスパッタは発生しやすくなります。
また、使用する材料の表面状態もスパッタの原因となり得ます。(サビや汚れ、塗料の残留が含まれる)
デメリット2:屋外での使用制限
CO2溶接のもう一つのデメリットは、屋外での使用における制限です。
通常、CO2ガスを使用して溶接部分を保護しますが、屋外での風の影響でガスが吹き飛ばされる可能性があります。
そのため、屋外環境では、ガスが溶接部分を適切に覆い保護することが難しくなります。不十分なガス保護は、溶接品質の低下を招き、特に酸化や不純物の混入が問題となります。
デメリット3:酸化を完全に防げない
CO2溶接におけるもう一つの制約は、上記で記載したとおり、完全な酸化防止が難しい点です。
CO2溶接では、主にCO2ガスを保護ガスとして使用しますが、CO2は不活性ガスではなく、溶接プロセス中にわずかに酸素を放出する可能性があります。
この酸素の存在が、溶接部の酸化を引き起こし、最終的な接合部の品質に影響を与えることがあります。
特に、酸化が起こると、溶接部の強度や外観に悪影響を及ぼす可能性があります。この問題は、不活性ガスを主成分とする他の溶接方法に比べ、CO2溶接固有の課題となっています。
他の溶接方法との違いは?

ここからは、CO2溶接と他溶接方法との違いについて解説していきます。
アーク溶接との違い
CO2溶接とアーク溶接の主な違いは、使用されるガスと溶接の効率性・速度・柔軟性です。
アーク溶接では、主に棒状の電極を使用し、溶接部分に直接アークを発生させます。これに対し、CO2溶接は連続的に供給されるワイヤ電極とCO2ガスを使用し、溶接プロセスを半自動化します。
また、大量の生産ラインでは、CO2溶接の方が連続的な作業が可能であり、生産効率が高いです。
さらに、CO2溶接は深い貫通力と低いスパッタ率を提供するため、厚い材料の溶接や複雑な溶接作業にも適しています。
MIG溶接との違い
CO2溶接とMIG溶接の間の主な違いは、使用されるシールドガスの種類です。
MIG溶接では、一般に不活性ガス、例えばアルゴンやヘリウムが使用されます。これに対して、CO2溶接は活性ガスである二酸化炭素を用います。この違いが、溶接プロセスの特性と結果に大きく影響します。
例えば、MIG溶接は、不活性ガスを用いるため酸化のリスクが低く、よりクリーンな溶接面を提供します。これにより、MIG溶接は美観を要求される製品や酸化を避ける必要がある材料に適しています。
MAG溶接との違い
CO2溶接とMAG溶接の違いは、使用されるシールドガスの組成です。MAG溶接は、主にアクティブガス(例えば、二酸化炭素とアルゴンの混合ガス)を用いますが、CO2溶接は純粋な二酸化炭素を使用します。
ガスの違いにより、溶接プロセスと最終的な溶接品質に差異が生じます。
例えば、MAG溶接では、アルゴンの添加により溶接中のスパッタが減少し、より滑らかでクリーンな溶接面が得られ、特に外観が重要な製品に有利です。
CO2溶接のやり方

1:準備(材料の準備)
CO2溶接を始める前に、材料の適切な準備が必要です。まず、溶接する部材の表面を徹底的に清掃し、錆や油分、汚れ、塗料などを完全に除去します。
特に表面の不純物は溶接中に不要な化学反応を引き起こし、スパッタの原因となることがあります。また、材料を溶接する際には、正確な寸法に切断し、必要に応じて予め形状を整えておくことが望ましいです。
2:機器の設定
CO2溶接では、機器の正確な設定も重要です。溶接機の電流、電圧、ワイヤ送給速度を、溶接する材料の種類や厚さに応じて適切に調整する必要があります。電流と電圧の設定は、溶接の品質と効率に直接影響を与えるため、特に重要です。
例えば、厚い材料を溶接する場合には、一般に高い電流設定が必要です。また、ワイヤ送給速度は、一貫した溶接ビードを確保し、スパッタを最小限に抑えるために重要です。適切なガスの流量も、溶接中のアークの安定性と品質に大きく寄与します。
これらのパラメータは、溶接前の試験によって最適化されることが望ましいです。正確な機器設定は、効率的で高品質な溶接結果を得るためのキーポイントです。
3:溶接
機器設定が完了した後、実際にCO2溶接のプロセスに移ります。
溶接時は、トーチを安定して動かしながら、均一なビードを形成することが重要です。トーチの角度は溶接する材料に対して適切に保ち、一定の距離を維持することで、溶接プールのコントロールが向上します。
また、溶接速度は一貫して保つ必要があります。速すぎると貫通不足となり、遅すぎると過剰な熱入力による材料の歪みやスパッタが発生する可能性があります。
さらに、溶接中は継続的にアークの安定性を監視し、必要に応じてパラメータを微調整することが求められます。このステップでは、熟練した技術と注意深い操作が、溶接の品質と成功に直結します。
きれいに仕上げるコツは?

CO2溶接をキレイに仕上げるコツを下記にまとめました。
コツ1:適切な速度と距離を維持する
CO2溶接で美しい仕上がりを実現するためには、トーチの速度と距離を適切に保つことです。
速度が遅すぎると、溶接部に過剰な熱が入り、材料が歪んだり、スパッタが増えたりする原因となります。一方で、速度が速すぎると、不十分な熱入力により溶接が浅くなり、接合部の強度が低下する可能性があります。
また、トーチと材料との適切な距離を維持することも重要です。
適切な距離は、アークが安定し、溶接プールを適切にコントロールできる状態を保つために不可欠です。距離が近すぎると、過度な熱濃度とスパッタを引き起こし、遠すぎるとアークが不安定になります。
コツ2:熱の管理
CO2溶接できれいに仕上げるためのもう一つの重要な要素は熱の管理です。
過剰な熱は材料にストレスを与え、溶接部の歪みや亀裂の原因になり得るので、熱入力を均一に保ちながら溶接を進めることが重要です。
一つの手法として、溶接箇所を順番に移動させる「ステッチ溶接」技法という、一か所に集中する熱を分散させ、材料の過熱を防ぐ方法があります。
また、溶接する前後で十分な冷却時間を確保することも効果的です。この冷却は、材料の歪みを最小限に抑え、溶接品質を向上させるのに役立ちます。
コツ3:後処理を大切にする
CO2溶接で高品質な仕上がりを得るためには、溶接後の後処理も非常に重要です。
溶接作業が完了した後、冷却された溶接部分の余分なスパッタやスラグを丁寧に取り除く必要があります。ワイヤブラシや研磨工具を使用しながら、溶接部を滑らかに仕上げます。
また、必要に応じて溶接部の微調整や形状修正を行い、製品の規格や要求される外観基準を満たすよう努めます。
更に、溶接部に対する塗装や防錆処理も、最終的な外観と耐久性に大きく影響します。これらの処理は、見た目だけでなく、溶接部の防錆や耐候性を高めることにも寄与します。
後処理を徹底させることで、製品の品質を大幅に向上させると同時に、長期的な性能保持にも重要な役割を果たします。
ステンレス部品のCO2溶接はできる?
ステンレス部品のCO2溶接は技術的に可能ですが、考慮すべきポイントがあります。
ステンレス鋼は耐蝕性(たいしょくせい)と強度のために広く利用されていますが、CO2溶接の際は、酸化のリスクや溶接後の品質に特に注意を払う必要があります。
CO2は活性ガスであり、溶接プロセス中に酸素を放出することがあり、これがステンレス鋼の酸化を引き起こす可能性があります。
最小限に抑えるためには、正確な機器設定と高度な技術が必要です。また、ステンレス鋼の特性上、過熱による歪みや内部応力の発生にも注意が必要です。適切な冷却手段と溶接手法の選択が重要となります。
例えば、薄いステンレス板の溶接では、低い熱入力と迅速な作業が推奨され、材料の歪みや溶接部の品質低下を防ぐことができます。ステンレス鋼のCO2溶接は、適切な準備、機器設定、技術の適用により、効果的かつ品質の高い結果を得ることが可能です。
CO2溶接でスパッタが発生する6つの原因とその対策法
Co2溶接で避けられないスパッタ発生の原因とその対策法について解説していきます。
原因1:電流・電圧設定が不適切
CO2溶接においてスパッタが発生する主要な原因の一つは、電流と電圧の設定が不適切であることです。
適切な電流と電圧は、安定したアークと適切な溶接プールの形成に不可欠です。電流が高すぎると、溶接プールが不安定になり、溶融金属が飛び散る原因となります。逆に、電流が低すぎると、十分な溶融が得られず、不均一な溶接ビードやスパッタが発生します。
同様に、電圧が適切でないと、アークの長さが不適切になり、スパッタの原因となり得ます。
問題を解決するためには、溶接する材料の種類と厚さに基づいて、電流と電圧を正確に調整することが重要です。
溶接の試行を行いながら、最適な設定を見つけ出すことが推奨されます。例えば、薄い材料を溶接する場合は、比較的低い電流と電圧を設定し、厚い材料ではこれらを増加させる必要があります。
原因2:トーチの角度と距離
CO2溶接において、トーチの角度と距離が不適切であることもスパッタの原因となり得ます。トーチの角度が適切でないと、アークの安定性が損なわれ、溶融金属が飛び散りやすくなります。
トーチが作業面から遠すぎると、アークが長く不安定になり、スパッタを引き起こす可能性が高まります。逆に、トーチが作業面に近すぎると、過剰な熱が局所的に集中し、同様にスパッタの原因となり得ます。
問題を解決するためには、トーチの角度と距離を適切に調整し、溶接中にこれらを一定に保つことが重要です。通常、トーチは作業面に対して15度から20度の角度、距離は一貫して約10mm程度を保つことが推奨されます。
上記ガイドラインに従い、実際の溶接作業において適切な位置を見つけるためには、練習と経験が必要です。トーチの適切な角度と距離を保つことにより、スパッタの発生を減少させ、よりクリーンで均一な溶接を目指せます。
原因3:ワイヤ送給速度の問題
ワイヤの送給速度が不適切な場合、溶接の一貫性と品質に影響を及ぼし、スパッタの発生につながります。速度が速すぎると、溶接プールが過剰に大きくなり、安定性を失って溶融金属が飛び散る原因となります。
一方で、送給速度が遅すぎると、不十分な溶接ビードとアークの不安定さを引き起こし、結果としてスパッタが増加します。
問題の解決法として、溶接する材料の厚さや種類に基づいて、ワイヤ送給速度を正確に調整することが必要です。一般的には、薄い材料には遅めの速度、厚い材料には速めの速度が求められます。
また、実際の溶接作業前にテストランを行い、最適な速度設定を見つけ出すことが効果的です。正しい送給速度の設定により、スパッタの発生を最小限に抑え、一貫した溶接品質を保つことができます。
原因4:材料の表面状態
CO溶接では、溶接する材料の表面状態も重要です。材料表面の汚れ、油分、錆、塗料などが存在すると、溶接プロセス中に不均一な熱分布や不安定なアークを引き起こし、これがスパッタの発生に繋がります。
例えば、油分や塗料が付着している表面では、熱によって燃焼し、不安定なアークと飛散する溶融金属を生じる可能性があります。
問題の解決法として、溶接前に材料の表面を徹底的に清掃し、すべての不純物を除去することが必要です。適切な洗浄剤や溶剤を使用して油分やグリースを除去し、ワイヤブラシや研磨材を用いてサビや塗料を取り除きます。
また、材料の表面が完全に乾燥していることを確認することも重要です。清潔で均一な表面状態は、CO2溶接における高品質な製品を生み出す基礎となります。
原因5:不適切なガスの流出
CO2溶接でスパッタが発生する原因の5つ目は、不適切なガスの流出です。
シールドガスとして使用されるCO2の流量が適切でない場合、溶接品質に悪影響を及ぼし、スパッタを引き起こす可能性があります。
流量が少なすぎると、溶接部に十分な保護が得られず、空気中の不純物が溶融金属に混入し、スパッタの原因となります。逆に、流量が多すぎると、不安定なアークや過度の冷却を引き起こし、これもまたスパッタの増加に繋がることがあります。
この問題の解決策として、ガスの流量を溶接作業の種類や材料の特性に応じて適切に調整することが重要です。具体的には、製造者の指示や溶接プロセスのガイドラインに基づいて、ガスの流量を設定し、必要に応じて微調整を行います。
また、定期的にガスフローメーターやレギュレーターの機能を確認し、これらの機器が正確に作動していることを保証することも必要です。
原因6:溶接技術不足
溶接技術不足もスパッタ発生の大部分の要因です。溶接操作の経験や技術が不十分だと、溶接プロセスが不安定になり、これがスパッタの増加に繋がります。
例えば、トーチの動かし方が不均一であったり、溶接速度が一定でなかったりすると、溶接ビードが不規則になり、不要な熱入力が生じます。
この問題の解決策は、技術の向上つまり、繰り返しの鍛錬(経験・知識・技術)が必要です。
具体的には、練習を積み重ねることで、トーチの正確な操作方法や、適切な速度での溶接ビードの引き方を身につけることが推奨されます。また、溶接技術向上のため、教えを請うこともときに必要です。
作業者はあくまで人です。実際の作業環境での経験を積むことにより、溶接技術を実践的に向上させることができます。
当社のCO2溶接製品例

CO2溶接アッセンブリの自動車部品
→詳細はこちらからご確認ください
CO2溶接なら当社へお任せ!
Co2溶接は精度と信頼性、そして経験と実績が不可欠です。当社では、お客様のニーズに合わせた最適なCo2溶接の提案を行います。
高品質な接合を実現する設備と、豊富な経験を持つ技術者が、お客様の要望に全力で応えます。小規模な試作品から大規模な製造ラインまで、幅広いニーズに対応可能です。
まずはお問い合わせフォームから、お気軽にご相談ください!