ご相談・お問い合わせ
ご相談・お問い合わせ 資料ダウンロード
資料ダウンロード技術ブログ

金属プレス加工の基礎・種類・製品例など徹底解説!

プレス加工は、金属板やコイルを機械的に圧力をかけて形状を変える製造技術です。自動車のボディパーツから電子機器の部品に至るまで、幅広い産業分野で重要な役割を果たしています。
この記事では、プレス加工の基礎や種類、製品例、加工過程の流れについて詳しく解説します。また、プレス加工のメリットとデメリット、さらには金型の種類や加工における一般的な不具合とその対策方法にも紹介しています。
プレス加工の基本
まずはプレス加工の概要や、歴史、使用されている製品例など基本情報を解説していきます。
プレス加工とは?
プレス加工は、金属板を特定の形状に加工するための製造技術です。プレス機と呼ばれる機械を使用し、金型を使って素材に圧力を加えることで、希望する形状やサイズに成形します。
プレス加工は、切断、曲げ、絞りなど、さまざまな操作を含み、複雑な形状の部品の製造も可能です。
プレス加工の主な特徴は、高速で効率的な大量生産能力にあり、自動車のボディパーツ、家電製品、金属製家具など、幅広い製品に適用されています。
また、プレス加工では、一貫した品質の製品を均一に製造することができるため、品質管理においても重要な役割を果たします。
プレス加工の歴史
プレス加工の歴史は、産業革命時代のイギリスに遡ります。初期のプレス機は、主に手動で操作され、金属板を単純な形状に加工するのに用いられました。
19世紀後半になると、産業の発展とともに、より複雑な部品を効率的に製造するための機械化されたプレス機が開発されました。大量生産が可能になり、特に自動車産業や航空産業での利用が拡大しました。
20世紀に入ると、プレス加工技術はさらに進化し、自動化やコンピュータ制御により、精度と効率が飛躍的に向上。その結果、複雑な形状や精密な部品の製造が可能になり、幅広い産業での応用が広がりました。
プレス加工が使われている製品例
プレス加工は、日常生活のさまざまなものから、精密な部品製造まで広く用いられています。
| 業界 | 使用例 |
|---|---|
| 自動車 | 車のボディパーツ、ドアパネル、フード、トランクリッド |
| 家電 | 冷蔵庫の扉、洗濯機のフレーム、エアコンの外装 |
| 建築 | 屋根材、窓枠、ドア、照明器具 |
| 電子機器 | コンピューターのケース、携帯電話の金属部品 |
当社(加藤数物)におけるプレス加工の製品例は下記ページよりご確認ください。
プレス加工の種類
プレス加工にはさまざまな種類があり、それぞれ特有の技術と用途が存在します。せん断加工、曲げ加工、絞り加工、抜き加工など、主要なプレス加工の種類を詳しく紹介し、各方法の特徴と適用分野を解説します。
せん断加工
せん断加工は、プレス加工の一種で、金属板や帯材を所定の寸法や形状に切断します。
プレス機に取り付けられた金型が金属材料に対して圧力をかけ、材料を直線的に切り離します。一般的に、フラットな金属板を特定のサイズに切り出すために用いられ、切断面の精度や仕上がりが重要な要素となります。
せん断加工は、自動車のパネル、電子機器の部品、建築材料、金属家具などの基本的な金属部品の製造に使用されます。
迅速かつ大量生産が可能で、製造コストを抑えることができるため、産業界で広く採用されています。
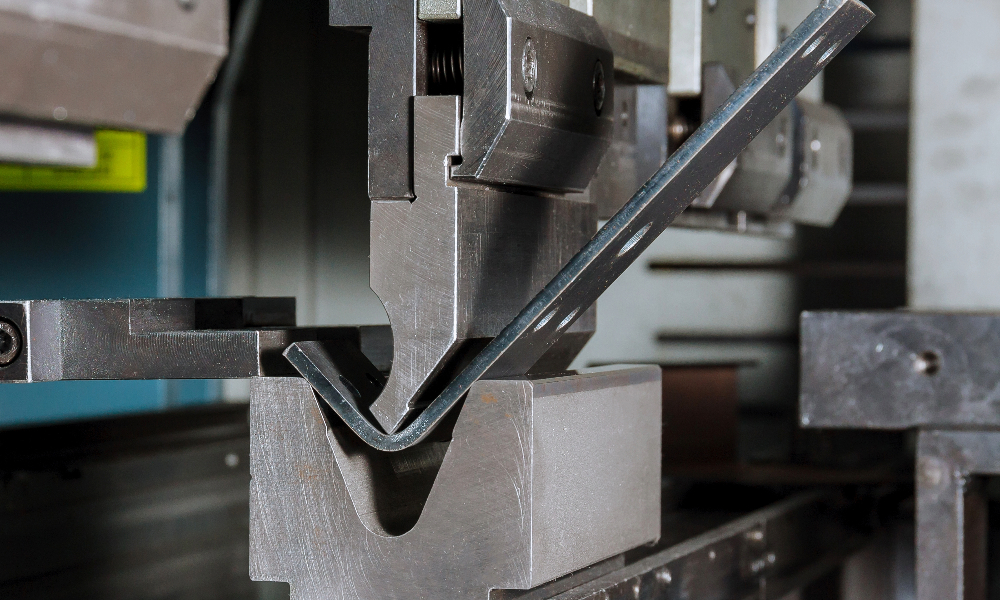
曲げ加工
曲げ加工は、プレス加工の中でも特に広範に利用される技術の一つです。金属材料はプレス機に取り付けられた金型によって押し曲げられ、必要な曲線や角度を持つ部品が形成されます。
曲げ加工は、自動車のボディパーツ、家電製品の外装、建築材料、金属製家具など、製品の製造に用いられています。曲げ加工のメリットは、複雑な形状を持つ部品を効率的に製造できることで、迅速かつ高精度な加工が可能です。
曲げ加工において重要なのは、金属の材質や厚さに応じた適切な力の加え方と、曲げ角度の精度です。適切に実施された曲げ加工は、機能的かつ美観的に優れた製品を提供するために不可欠なプロセスと言えます。
絞り加工
絞り加工は、金属の平らなシートをプレス機に取り付けられた特殊な金型を用いて、希望する深さと形状の容器や部品に変形させる技術です。
特に深く、複雑な形状を持つ金属部品の製造に適しており、高度な技術と精密な金型設計が必要とされます。
絞り加工の製品は、自動車業界でのエンジン部品や燃料タンク、キッチン用品の鍋やフライパン、さらには建築素材や照明器具など、多岐にわたる分野で用いられています。
絞り加工の特徴は、材料の強度と延性を活用し、薄い金属板から複雑で耐久性のある製品を作り出す能力にあります。
材料の厚み、金型の形状、プレス機の力の加え方が重要な要素で、これらを適切に管理することで、高品質で均一な製品を製造することが可能です。
抜き加工
抜き加工は、プレス機を使用して金属やその他の素材に穴を開けたり、特定の形状を打ち抜いたりする加工方法です。
スタマイズされたパンチ(打ち抜き用の道具)とダイ(型)を使い、材料に圧力を加えて形状を作り出します。
この加工法のメリットは、高速で正確な打ち抜き作業を行えることで、大量生産においても、一貫性と効率性が保たれます。抜き加工もまた、自動車部品、家電製品、電子機器、建築材料など、多くの産業分野で広く利用されています。
加工の際には、パンチとダイの正確な配置や材料の質が重要となり、これらを適切に管理することが重要です。抜き加工は、その柔軟性と生産性で、多様な製造ニーズに対応できる重要な技術として位置づけられています。
プレス加工のメリット・デメリット

プレス加工は多くの利点を持つ一方で、特定の制約も存在します。ここからは、プレス加工の主なメリットとデメリット、それぞれの特徴が製造プロセスや製品の品質にどのように影響を与えるかについて解説します。
メリット1:大量生産できる
プレス加工最大のメリットの一つは、大量生産能力です。特に、同一形状の部品を大量に製造するのに向いてます。金型を使って素材に一定の圧力を均一に適用するため、一度に多数の部品を一貫した品質で製造することが可能です。
大量生産の能力は、製品の市場投入時間を短縮し、大規模な生産ニーズに対応する上でプレス加工を価値のある製造手段としています。
メリット2:品質の安定
プレス加工のもう一つの大きなメリットは、製品品質の安定性です。プレス加工は金型を使用して材料を形成するため、一貫した品質と寸法精度を持つ部品を一定の基準で繰り返し製造することが可能です。
プレス加工による品質の安定性は、製品の信頼性を高め、顧客満足度を向上させる重要な要素です。
メリット3:経済性が高い
プレス加工のもう一つの大きなメリットはその経済性です。大量生産を効率的に行うことができ、生産コストの削減に大きく貢献します。
特に金型を使った自動化プロセスは、労働力を大幅に節約し、長期的な運用においてコスト効率が高いという特徴があります。
デメリット1:形状の制限
プレス加工における主なデメリットの一つは、形状の制限です。プレス加工は金型に依存しており、複雑な形状や非常に細かいディテールを持つ部品の製造には制約があります。特に、深い曲線や急激な形状の変更、複雑な立体形状の製造は、プレス加工だけでは難しい場合があります。
また、新しい製品デザインを取り入れる際には、新たな金型が必要となり、追加の時間とコストがかかります。金型の製作は高価であり、特に小ロット生産や頻繁にデザインが変わる製品には不向きな場合があります。
そのため、プレス加工は比較的シンプルな形状、または大量生産される製品に適しているともいえます。
デメリット2:初期費用がかかる
プレス加工のもう一つのデメリットは、初期費用の高さです。特に、カスタマイズされた金型の製作には、相当な投資が必要です。金型はプレス加工の品質と効率を決定するため、精密な設計と製造が求められます。
さらに、高品質なプレス機の購入も多くの費用を要します。自動化された最新のプレス機は、生産効率と品質を高めるために先進的な技術を備えていますが、その分コストも高い傾向があります。
長期的な視点では、プレス加工による大量生産と効率化は、この初期投資を補うことができますが、短期間での回収は難しい場合もあります。このため、プレス加工を導入する際には、製品の生産量、期間、予算などを総合的に考慮し、経済的な側面を慎重に検討することが重要です。
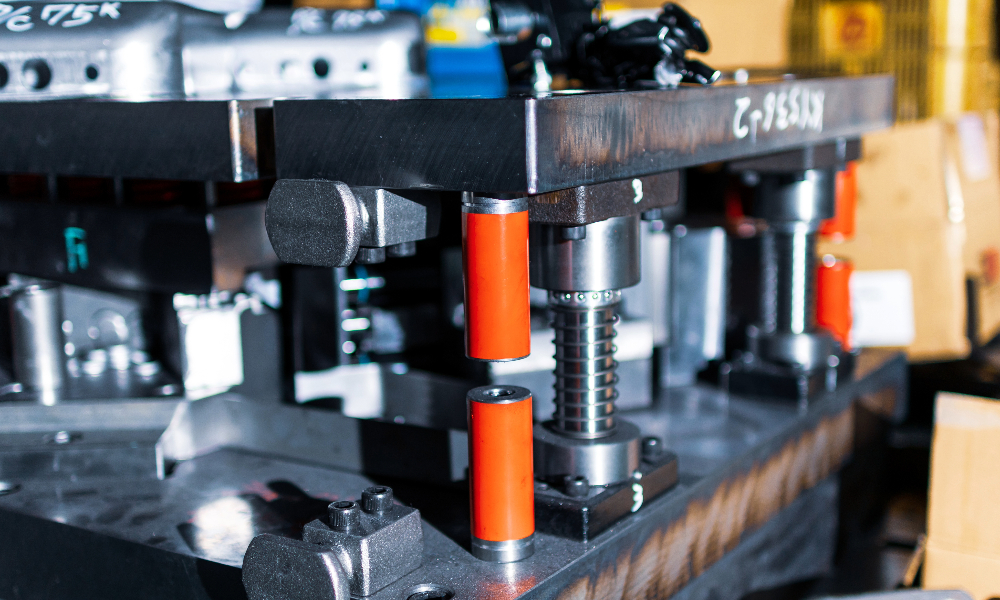
プレス金型
プレス加工の効率と品質は、使用される金型の種類に大きく左右されます。
このセクションでは、単発型、順送型、トランスファー型など、様々なプレス金型の特徴と適用分野について詳しく解説し、それぞれの金型がプレス加工にどのように貢献するかを解説していきます。
■関連リンク:プレス金型、トランスファー・順送・単発プレスの違い
単発型
単発型プレス金型は、プレス加工において一度に一つの操作を行うために使用される金型です。このタイプの金型は、材料を一つのプレス機に挿入し、一回のプレス動作で一つの工程を完了させることが特徴です。
例えば、金属板から一つの部品を打ち抜く、特定の形状に曲げる、あるいは一つの穴を開けるといった単一の作業を行います。
単発型の金型は、製造プロセスの単純化と精密性の向上に寄与します。特に、高精度が要求される部品や、特定の操作を精密に制御する必要がある場合に適しています。また、製品の設計が比較的単純である場合や、少量生産の状況で特に有効です。
設計と製造が比較的容易であるため、コスト効率が高く、製品開発の初期段階や小規模なプロジェクトに適しています。しかし、複数の工程を必要とする製品の生産には、それぞれの工程に対応した複数の単発型金型が必要となり、生産の複雑性が増すこともあります。
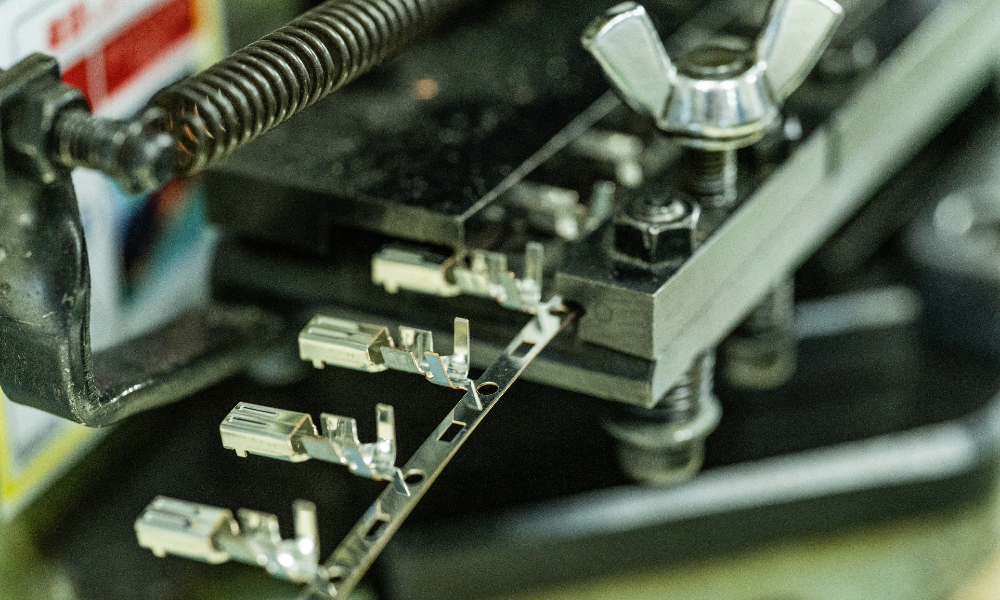
順送型
順送型プレス金型は、連続的な製造プロセスにおいて使用される高度な金型です。このタイプの金型は、金属帯やシートを段階的に形成し、一連の工程を一つのプレス機内で順序良く行います。
順送型金型は、材料を一つのプレス機に供給し、それが自動的に次の工程へと移動するように設計されています。
順送型のメリットは、効率的な大量生産を可能にすることです。例えば、金属板が最初の工程で打ち抜かれ、次に曲げられ、その後他の加工が施されるような場合、すべて一連の動作として連続して行われます。
順送型金型は、特に自動車部品や電子機器など、一貫した形状の部品を大量に生産する場合に最適です。連続的な加工プロセスにより、生産時間を短縮し、材料の無駄を最小限に抑えることができます。
しかし順送型の金型は複雑な設計と高い製造コストを伴うため、大規模な生産計画での利用が最も効果的です。
トランスファー型
トランスファー型プレス金型は、高度に自動化された製造プロセスに使用され、複数の異なる工程を経て製品を完成させるための金型です。
特徴は、各工程の間で部品を自動的に移動させるトランスファーメカニズムにあります。金属帯やシートは切断、曲げ、打ち抜きなどの一連の加工工程を一つのプレス機内で順序良く、かつ自動的に進行します。
トランスファー型の金型は、特に複雑な形状や多段階の加工が必要な部品の製造に適しています。各工程が連続して自動的に行われるため、生産効率が高く、大量生産に最適です。
材料のハンドリングから最終的な形状の成形までを一貫して行うため、生産ラインの柔軟性と効率を大きく向上させます。
トランスファー型金型の採用は、特に自動車産業や電子部品製造など、精密な部品製造が求められる分野で重宝されています。トランスファー型も順送型と同様に、比較的高い初期投資を要求します。
したがって、この金型の導入は、長期的な生産計画と高い生産量を見込む状況で最も効果的となり得るでしょう。
プレス加工の流れ

プレス加工の成功は、その工程の流れに密接に関連しています。材料の選定から加工、後工程の仕上げに至るまで、各段階での注意点とキーポイントを解説していきます。
材料の選定
プレス加工の工程、最初のステップでは、製品の品質と効率に大きく影響を与える材料の選定です。
ブランク(事前に切断された金属板)、コイル材(連続的な金属帯)、またはテーラードブランク(特定の形状や特性に合わせてカスタマイズされた金属板)の中から、製品の要件に最も適した材料を選びます。
ブランクは、特定の寸法に切断された金属板で、小規模生産や特殊な部品に適しています。一方、コイル材は長い金属帯が連続して供給される形状で、大量生産に最適です。
テーラードブランクは、異なる厚みや材質を持つ金属を組み合わせることで、製品の特定の部分に特定の特性を持たせることができるため、高度なカスタマイズが求められる場合に使用されます。
材料選定は、製品の機能性、品質、製造コストに直接影響を与えるため、製品設計と製造プロセスの要件の確認が重要です。
加工
プレス加工の次の段階は、選択した材料を所定のプレス機で加工する工程です。ここでは、単発、順送、トランスファーといった異なるタイプのプレス機が用いられます。
各プレス機の特性を理解し、製品の要件や生産量に応じて適切な加工方法を選択することが、効率的で高品質な製造プロセスを実現するための鍵です。
プレス加工の後工程・仕上げ
プレス加工後の最後の工程は、バリ取り、バレル加工、洗浄などが行われ、製品の品質を向上させるための調整が施されます。バリ取りは、プレス加工によって生じた鋭い端や突起を除去し、製品の安全性と美観を確保するための重要な工程です。
バレル加工は、製品を円筒形の容器(バレル)に入れ、研磨材と共に回転させることで表面を滑らかに仕上げます。製品の表面に均一な質感を与え、光沢や滑らかさを向上させることができます。
洗浄工程では、製品表面の油分、金属粉、その他の汚れを取り除きます。
仕上げ処理は、製品の最終的な品質に直接影響を与え、製品の機能性、耐久性、および外観を向上させるために不可欠です。
プレス加工の不良と対策
プレス加工において、さまざまな不具合が発生する可能性があります。ここからは、絞り加工、抜き加工、曲げ加工における一般的な不良事例を取り上げ、それらの原因と効果的な対策方法について詳しく解説していきます。
絞り加工の不良
割れ
絞り加工において一般的な不良の一つに「割れ」があります。金属材料が絞り加工中に過度に引き伸ばされた結果、材料の強度を超えてしまい、裂け目や亀裂が生じます。
特に、材料の延性が不足している場合、または絞り加工の際に適用される力が不均一である場合に起こりやすくなります。
割れの発生を防ぐためには、材料の選定や加工条件の調整が必要です。使用する金属の延性が高いものを選ぶこと、適切な厚みの材料を使用すること、また、加工速度や圧力を調整することが重要です。
さらに、金型の設計を見直し、材料に均一な力が適用されるようにすることも効果的です。
金型のルブリケーション(潤滑)を適切に行うことも、割れの防止には欠かせません。潤滑油を均等に適用することで、金属材料の表面と金型との摩擦を減らし、材料がスムーズに形成されるように支援します。
しわ
「しわ」は、加工中に金属材料が適切に流れず、材料が集中して折り重なることで生じます。材料の弾性限界を超えたときや、適切な支持や圧力が金型によって提供されていない場合に特に発生しやすくなります。
しわの発生を防ぐためには、金属材料の厚さや弾性特性、および絞り加工に用いる金型の設計を慎重に選定することが重要です。
また、金型の設計を見直し、材料に対して均一な圧力がかかるようにすることも有効です。材料が一様に伸び縮みすることを確実にし、しわの形成を防ぎます。
また、割れ同様に、金型のルブリケーション(潤滑)を適切に行うことも重要です。
ショックライン
「ショックライン」は、金属材料が急激な圧力変化を経験することにより、材料表面に現れる不規則な線やマークです。
金型の不均一な圧力分布や、材料の急速な変形により生じることが多く、製品の外観や構造的完全性に影響を与える可能性があります。
ショックラインの発生を防止するためには、金型設計と加工プロセスの最適化が重要です。
金型の圧力分布を均一にすることで、材料に対してより穏やかな力の適用を実現し、急激な変形を避けることができます。また、材料の性質に合わせて加工速度や圧力を調整することも有効です。
絞り加工における金型の形状や角度の微調整は、ショックラインのリスクを低減させるためにも役立ちます。さらに、材料の選定と前処理、金型の精度と品質管理に注目することも、ショックラインの発生を最小限に抑えるために重要です。
かじり
絞り加工における「かじり」は、金属材料が金型との摩擦によって引っかかり、不規則な表面仕上げや材料の損傷を引き起こすことを指します。特に材料の延性が不十分で摩擦係数が高い場合や、金型の圧力分布が不均一である場合に発生しやすくなります。
かじりを防止するための主な対策には、適切な材料の選択と金型の潤滑が含まれます。使用する金属の延性を考慮し、加工に適した素材を選ぶことが重要です。また、金型と材料の間の摩擦を減少させるために、適切な潤滑油の使用が効果的です。
さらに、金型設計の改良もかじりの防止に寄与します。金型の表面を滑らかに仕上げることや、加工圧力を均等に分散させる設計の最適化により、材料のスムーズな流れと形成を確保することができます。
反り・ひずみ
「反り・ひずみ」は、材料の均一でない冷却、不均一な圧力の適用、あるいは材料の内部応力により生じることが多いです。
この問題を防止するためには、金型の設計と加工プロセスの適切な管理が重要です。
金型の設計を最適化し、加工中に材料に均等な力がかかるようにすることで、材料の均一な形成を助けます。また、加工中の温度管理と適切な冷却プロセスを確立することも、反りやひずみを抑制するために効果的です。
さらに、材料自体の選択と前処理も重要です。材料の延性や厚みを考慮し、加工に適した材料を選ぶことが、反りやひずみのリスクを減らすのに役立ちます。また、加工前の材料を均一に温めることや、内部応力を取り除くための予備処理が、製品の品質を向上させます。
抜き・曲げ加工の不良
ダレ
抜きや曲げ加工における一般的な不良の一つに「ダレ」と呼ばれる現象があります。これは、加工された部品の形状が意図した設計から逸脱し、材料が希望する形状を保持できない状態を指します。
通常、材料の強度が加工に必要な力に対して不十分である場合、または加工過程で適用される圧力が不適切である場合に発生します。
ダレを防止するためには、まず、加工に適した材料を選定および、プレス加工機の設定、特に適用する圧力や速度の調整が重要になります。
また、金型の設計を見直し、材料に均一な力が適用されるようにすることも、ダレの防止に寄与します。
バリ
抜きや曲げ加工において頻繁に遭遇する不良の一つが「バリ」です。
バリは、金属のエッジや穴周辺に生じる微細な突起や粗い部分で、加工中の材料の切断や穿孔時に発生します。バリの形成は、金型の摩耗、不正確な金型の配置、または材料の質に関連する問題により引き起こされることが多いです。
バリの発生を最小限に抑えるためには、金型のメンテナンスと定期的な点検が重要です。摩耗した金型や不正確な金型の配置は、材料の不均一な切断を引き起こし、バリを生じさせます。金型を正しく整備し、必要に応じて交換することで、バリのリスクを減らすことができます。
また、材料の質にも注意を払う必要があります。加工に使用する材料が適切な厚みや品質を持っていることを確認し、加工条件に合わせて適切な材料を選択することが重要です。さらに、プレス加工機の圧力設定や速度を適切に調整することも、バリの発生を抑制するのに役立ちます。
スプリングバック
スプリングバックは、金属が曲げられた後、元の形状に部分的に戻ろうとする現象です。金属の内部応力による現象で、特に曲げ角度が大きい場合や、材料の弾性限界が高い場合に顕著に現れます。
スプリングバックを抑制するためには、金属材料の特性を理解し、適切な曲げ技術を適用することが重要です。
材料の厚さ、種類、および熱処理状態を考慮し、これらの特性に合わせた曲げ角度や圧力を調整することが効果的です。また、金型の設計を最適化し、曲げ加工時に適用される力を均一に分配することもスプリングバックの抑制に役立ちます。
さらに、加工前に材料を適切に加熱することや、加工後に熱処理を施すことで、材料の内部応力を調整し、スプリングバックを最小限に抑えることができます。
プレス加工と他加工との比較

プレス加工は他の加工方法と比較して独自の特徴を持ちます。ここからは、プレス加工を板金加工や鍛造と比較し、それぞれの方法のメリットと制約などについて解説していきます。
プレス加工と板金加工の違い
プレス加工と板金加工は、金属製造業における二つの主要な加工技術であり、それぞれに独自の特徴と適用範囲があります。
プレス加工は、主に金属板やコイルを特定の形状に成形するために高圧を使用する加工方法です。大量生産に適しており、特に自動車部品や家電製品など、同じ形状の部品を大量に生産する際に利用されます。
一方、板金加工は、金属板を切断、曲げ、組み立てることで製品や部品を製造する技術です。プレス加工よりも、カスタマイズされたデザインや複雑な形状の製造に適しており、建築物の金属部品や特定の機械装置など、多様なアプリケーションで使用されます。
プレス加工は一般に、高速で効率的な生産を可能にする一方、板金加工は柔軟性とカスタマイズ性に優れています。
また、プレス加工は特定の金型が必要であり、金型の製造にはコストと時間がかかることがありますが、板金加工はより少ない設備投資で開始できる場合が多いです。双方の加工技術は、製造する製品の種類や数量、コスト、品質要件に基づいて選択します。
■関連リンク:プレス加工と板金加工の違い
プレス加工と鍛造の違い
プレス加工は、金属板やコイルを機械的に圧力をかけて形成する方法です。金属の薄いシートを使用し、切断、曲げ、押し出しといった一連のプロセスを通じて、所定の形状を作り出します。主に、軽量で薄い部品の製造に適しており、大量生産において効率的です。
一方、鍛造は、金属を加熱して柔らかくした後、圧力や衝撃を加えて形状を変える加工方法です。
鍛造は金属の結晶構造を変化させ、製品の強度と耐久性を向上させます。より重量があり、厚みのある金属部品に適しており、特に高い強度と耐熱性が求められる用途で使用されます。
プレス加工は形状の精度が高く、複雑な形状も比較的簡単に製造できますが、鍛造は材料の強度と耐久性を高めることができ、重量のある部品に適しています。
■関連リンク:鍛造
金属加工についてのご相談は当社まで!
金属加工の世界では、精度、信頼性、そして豊富な実績が業界をリードする要素です。当社は、長年にわたる経験と深い専門知識を持っています。
豊富な経験を持つ技術者が、お客様の要望に全力で応えます。小規模な試作品から大規模な製造ラインまで、幅広いニーズに対応可能です。
まずはお問い合わせフォームから、お気軽にご相談ください!